Thomson Linear Motion Optmized


Wellen - Sonderausführungen
Produktdetails
Thomson bietet seit über 70 Jahren sonderbearbeitete 60 Case® -Linearwellen an. Unsere erfahrenen Techniker können vielfältige Sonderwünsche für die Endenbearbeitung oder die Länge der Wellen berücksichtigen, um exakt das für Ihren Bedarf benötigte Teil zu produzieren. Die die ab Lager erhältlichen Standard-Wellen können mit Sonder-Längentoleranzen geschnitten werden. Die Wellen können bei Bedarf mit unterschiedlichen Radial- und Gewindebohrungen versehen werden. Die Wellen sind mit Abflachungen, Passfedernuten und in kleineren Durchmessern erhältlich. Eine Beschichtung der Wellen ist ebenfalls möglich.
Die Standard-Geradheitstoleranz beträgt 0,001" pro Fuß, kumulativ (0,002" TIR). Die Sonder-Geradheitstoleranz beträgt für alle Durchmesser 0,0005" pro Fuß, kumulativ (0,001" TIR).
Wellen-Sonderbearbeitung
Gewindezapfen
Gewindezapfen


Gewindeverbindung - Stiftverbindung - Stoßverbindung
Gewindeverbindung - Stiftverbindung - Stoßverbindung

Eine Abflachung – Drei Abflachungen
Eine Abflachung – Drei Abflachungen
Fragen
Test your knowledge
Für jede Sonderbearbeitung fallen zusätzliche Kosten an. Um den genauen Preis für Ihre Sonderausführung zu erfahren, senden Sie Ihre Zeichnung oder technische Beschreibung an Thomson (thomson@thomsonlinear.com) und fordern Sie Ihr Angebot an.
Sonder-Längentoleranzen
Die Standard-Längentoleranz beträgt ±1/32" für Wellendurchmesser unter 2" sowie ±1/16" ab 2" Durchmesser. Sonder-Längentoleranzen von ±0,010", ±0,005" und ±0,002" sind für Wellen mit bis zu 4" Durchmesser möglich.Sonder-Geradheitstoleranzen
Wellen-Sonderbearbeitung
Bei der Bearbeitung von gedrehten Enden wird das Ende weichgeglüht. Dabei kann die Hitze ca. 1/4" bis 1/ 2" vom bearbeiteten Bereich wandern (je nach Wellen-Außendurchmesser). Die Härte des Hauptwellendurchmessers in der Nähe des bearbeiteten Bereichs liegt daher unter dem Härte für den Werkstoff angegebenen Rockwell-Wert. Wenn Weichglüheffekte ein Problem darstellen, können andere, jedoch kostspieligere Bearbeitungsverfahren verwendet werden, um eine Härte-Minderung des Wellendurchmessers zu vermeiden.
Im Folgenden einige Beispiele möglicher Bearbeitung der Wellenenden.
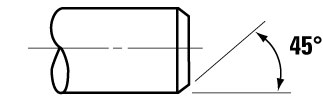
AbfasungAbgelängte Wellen werden standardmäßig entgratet, um scharfe Kanten zu entfernen. Die Abfasung hat folgende Zirka-Maße:
- 1/32" x 45° für Durchmesser unter 1"
- 1/16" x 45° für Durchmesser ab 1"
Gegen Aufpreis sind Sonder-Abfasungen in beliebigen Winkeln erhältlich.
Abfasung
Abfasung
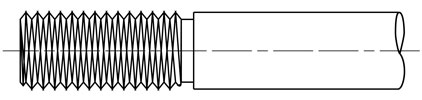
Wellengewinde-DurchmesserDie Ausführungen der Standardgewinde sind entweder Unified National Coarse (UNC) Regel/Grobgewinde oder Unified National Fine (UNF) Feingewinde, Passung Klasse 2-A. Die Wellen sind entlang des Umfangs der Gewindebereiche weichgeglüht.
Gewindezapfen
Gewindezapfen
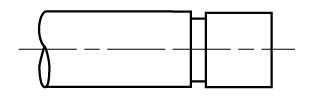
Reduzierte Durchmesser (Zapfen)Die Standard-Durchmessertoleranz bei abgedrehten Durchmessern beträgt ±0,001". Sondertoleranzen von ±0,0001" sind ebenfalls erhältlich. Die Rundlaufabweichung liegt innerhalb von 0,001" der Gesamtabweichung vom Mittelwert (TIR). Die Wellen sind in den abgedrehten Bereichen weichgeglüht. Ein zweistufig reduzierter Wellendurchmesser ist ebenfalls erhältlich.
Reduzierte Durchmesser (Zapfen) und zweistufig reduziert
Reduzierte Durchmesser (Zapfen) und zweistufig reduziert
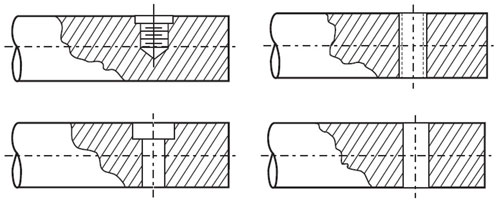
RadialbohrungenEs können unterschiedliche Radialbohrungen in die Welle gearbeitet werden
- Gewindebohrungen bis zur Wellenmitte
- Gewinde-Durchgangsbohrungen
- Versenkte Durchgangsbohrungen
- Durchgangsbohrungen
- Durchgangsbohrungen, gerieben
Die typische Toleranz für Fluchtung und Ausrichtung beträgt ±0,010". Die Welle wird im Umfang des Bohrungsbereichs weichgeglüht. Zollgewinde wahlweise UNC oder UNF Gewinde Klasse 2-B Erreichbare Bohrungsdurchmesser-Toleranz bis ±0,001"
Beispiel-Radialbohrungen
Beispiel-Radialbohrungen
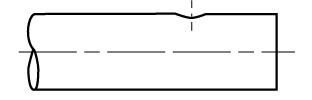
Vertiefung für FixierschraubePositionstoleranz: ±1/64”. ± 0,002" möglich. Bohrgrößen: 1/ 8" bis 3/4".
Vertiefung
Vertiefung
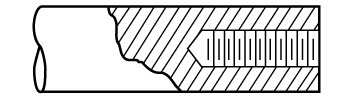
LängsbohrungenUNC oder UNF Gewinde Klasse 2-B Konzentrizität ±0,005". Bestimmte Durchmesser und Werkstoffe werden weichgeglüht und bleiben im Umfang der Bohrung weich. Hinweis: Die Bohrungen können sich auch in einem Lochkreis befinden. Die Positionstoleranz beträgt 0,010".
Längsbohrung
Längsbohrung
Sicherungsring-NutPositionstoleranzen zwischen den Nuten ±1/64" oder ±0,005". Die Toleranz von ± 0,005" für den maximalen Abstand zwischen den Ringnuten beträgt 96".
Sicherungsring-Nut
Sicherungsring-Nut
Verbinden von WellenUm größere Längen zu erhalten, können zwei oder mehr Wellen miteinander verbunden werden. Hierzu stehen z.B. folgende Methoden zur Verfügung:
- Mit Gewinde versehene und geschliffene Verbindungen: für Wellen mit 3/4 bis 4 Zoll bzw. 20 bis 80 mm Durchmesser und Längen bis 20 Fuß.
- Verzapfte Verbindungen: mit Konzentrizität ±0,010" für Wellen mit 1/2 bis 4 Zoll bzw. 12 bis 80 mm Durchmesser.
- Stoßverbindungen: Sollten als kostengünstigste Lösung geprüft werden, bevor eine der zuvor genannten Alternativen in Betracht gezogen wird. Senkrechte Enden, keine Abfasung. Für alle Nenn-Wellendurchmesser verfügbar.
Gewindeverbindung - Stiftverbindung - Stoßverbindung
Gewindeverbindung - Stiftverbindung - Stoßverbindung
AbflachungenIn die Wellen können eine oder mehrere Abflachungen eingearbeitet werden. Die Positionstoleranz ist wie folgt:
- Eine Abflachung: Positionstoleranz ±0,015”.
- Mehrere Abflachungen: Ausrichtungs- und Positionstoleranz ±0,005".
Abflachungen über einen großen Bereich oder die gesamte Länge der Welle sind nicht möglich. Das Schneiden langer Bereiche in die gehärtete Schicht würde zu beträchtlichen Verformungen mit untragbar hohen Folgekosten zu Begradigung führen.
Eine Abflachung – Drei Abflachungen
Eine Abflachung – Drei Abflachungen
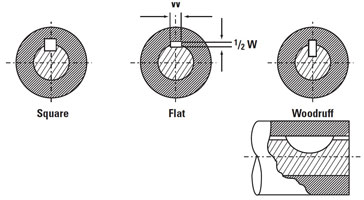
PassfedernutePassfedernute können rechteckig, flach oder nach American Standard Woodruff geformt sein. Für Wellen-Nenndurchmesser von 1/ 2" bis 4" erhältlich.
Drei Beispiele für Passfedernute
