Thomson Linear Motion Optmized


Kugelgewindetriebe - Endenbearbeitung
Produktdetails
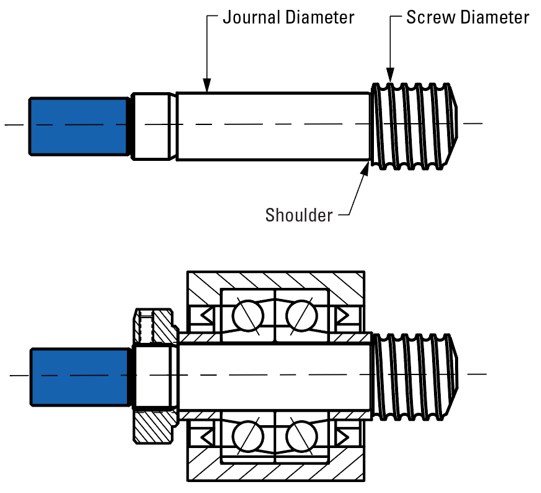
Um eine Stützlagereinheit an einer Kugelgewindespindel zu montieren, muss zunächst ein Lagerzapfen in die Spindel gearbeitet werden. Der maximale Durchmesser des Zapfens wird durch die Spindel-Geometrie begrenzt. Um eine Schulter herzustellen, an der das Lager anliegt, muss ausreichend Spindelmaterial abgetragen werden. Der empfohlene maximale Zapfendurchmesser liegt üblicherweise nahe dem Kerndurchmesser einer Kugelgewindespindel.
Thomson bietet werksseitige Endenbearbeitung an
Kurze Lieferzeiten bei Standard-Endenbearbeitung
Fertigung nach Kundenzeichnungen möglich
Kurze Vorlaufzeiten
Qualitätsarbeit von den Spezialisten für das Bearbeiten und Richten von Kugelgewindespindeln
Beispiel eines bearbeiteten Endes (oben) und eines bearbeiteten Endes mit montiertem Lagerbock (unten)
Beispiel eines bearbeiteten Endes (oben) und eines bearbeiteten Endes mit montiertem Lagerbock (unten)
Für die Montage eines Kugelgewindetriebs an ein Antriebssystem wird eine Antriebsverlängerung in die Spindel eingearbeitet. Bei Bestellung eines Kugelgewindetriebs mit Lagerblöcken oder einer Kugelgewindespindel mit Standard-Endenbearbeitung. Es ist unbedingt anzugeben, ob diese Antriebsverlängerung an einem oder beiden Enden gewünscht wird. Der schattierte Bereich in der obigen Abbildung stellt die Antriebsverlängerung dar. Einzelheiten zur Endenbearbeitung finden Sie im Produktkatalog oder in den Spezifikationen auf der Website.
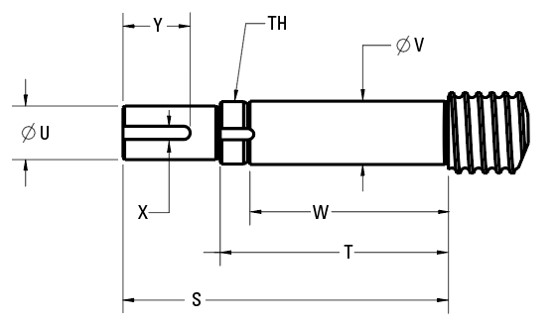
Typische Abmessungen zur Endenbearbeitung
Thomson bietet eine Reihe von Standardoptionen zur Endenbearbeitung, aber auch Sonderbearbeitungen nach Kundenzeichnungen. Hier eine Zeichnung mit den typischen Maßen einer Endenbearbeitung, die wir zur Bearbeitung der Enden benötigen würden. Andere Konfigurationen lassen sich ebenfalls herstellen, sofern sie eindeutig gezeichnet sind.
Typische Abmessungen zur Endenbearbeitung
Thomson bietet eine Reihe von Standardoptionen zur Endenbearbeitung, aber auch Sonderbearbeitungen nach Kundenzeichnungen. Hier eine Zeichnung mit den typischen Maßen einer Endenbearbeitung, die wir zur Bearbeitung der Enden benötigen würden. Andere Konfigurationen lassen sich ebenfalls herstellen, sofern sie eindeutig gezeichnet sind.
Thomson bietet werksseitige Endenbearbeitung an
Kurze Lieferzeiten bei Standard-EndenbearbeitungFertigung nach Kundenzeichnungen möglich
Vorteile
Qualitätsbearbeitung aus einer HandKurze Vorlaufzeiten
Vorteile
Alles aus einer HandQualitätsarbeit von den Spezialisten für das Bearbeiten und Richten von Kugelgewindespindeln
