

Um die Kosten bei weniger belastungsintensiven Anwendungen zu reduzieren oder wenn hohe Ausrichtungstoleranzen gefordert sind, bevorzugen Konstrukteure von Linearsystemen häufig Rundwellen gegenüber Profilschienen. Ob sie aber tatsächlich von den gewünschten Vorteilen profitieren, hängt davon ab, wie sorgfältig die Auswahl unter den vielen verfügbaren Rundwellenvarianten erfolgt. Rundwellen variieren beispielsweise in Bezug auf physikalische Formfaktoren wie Härte, Geradheit, Oberflächengüte, Rundheit und Zylindrizität. Damit nicht genug, sind sie in unterschiedlichen Stahlgüten sowie in Aluminium erhältlich, jeweils mit verschiedenen Beschichtungen. Vielfältige Montage- und Konfigurationsmöglichkeiten wirken sich ebenfalls auf die Kosten aus.
Viele Konstrukteure sind möglicherweise versucht, eine preiswertere Welle mit minderwertigeren Eigenschaften zu verwenden. Jedoch führen die geringfügigen Einsparungen bei den Anschaffungskosten meist unterm Strich zu einem Verlust, bedingt durch die verkürzte Lebensdauer der gesamten Baugruppe. Daher ist ein grundlegendes Verständnis der Schlüsselfaktoren für Rundwellen, inklusive deren Einfluss auf Präzision und Langlebigkeit, für die Auswahl der optimalen Welle unverzichtbar.
Die physikalischen Formfaktoren einer Welle
Die wichtigsten Eigenschaften, die im Zusammenspiel die Präzision und Langlebigkeit beeinflussen sind die Härte, Geradheit, Oberflächengüte, Rundheit und Zylindrizität der Welle.
Härte
Die Wellenhärte wirkt sich direkt auf die dynamische Tragzahl des Lagers aus. Härtere Wellenoberflächen widerstehen besser der permanenten Verformung unter der Punktbelastung durch die Lagerkugeln. Somit maximieren sie die Lebensdauer sowohl des Ball Bushing® Linearkugellagers (Kugelbuchse) als auch der Welle selbst. Ein gängiges Verfahren zum Härten von Linearwellen ist das sogenannte „Einsatzhärten“ (englisch Case Hardening), bei dem die Hersteller durch Hitzebehandlung der Welle eine harte, verschleißfeste Außenschicht aufbringen, während der Wellenkern weich bleibt.
Abbildung 1 verdeutlicht, wie der Tragzahl-Korrekturfaktor, und damit die Lebenserwartung des Lagers, nach unten angepasst werden muss, wenn die Härte unter 60 HRC fällt.
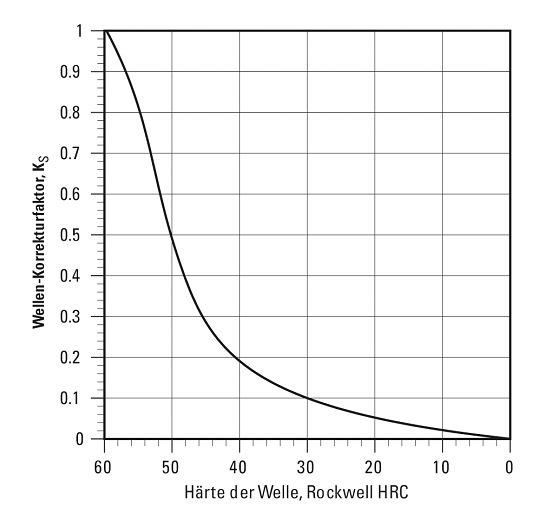
Abbildung 1: Der Korrekturfaktor sinkt deutlich, sobald der HRC-Härtegrad unter 60 fällt.
Die Tiefe der Einsatzhärte ist ein weiterer Faktor zur Bestimmung der Lebensdauer. Durch höhere Lasten ist die Welle einem tieferen Eindringen der Lagerkugeln und einer stärker auf einen Punkt konzentrierten Belastung ausgesetzt. Eine hohe Verformungsfestigkeit in diesen Fällen erfordert eine besonders tiefe und gleichmäßige Einsatzhärte, die auf die Größe und zu erwartende Belastung durch das Linearlager abgestimmt sein muss. Die hochwertigen Thomson 60 Case®-Wellen aus Kohlenstoffstahl verfügen beispielsweise über Einsatzhärten von 63 bis 67 HRC sowie über Einhärtetiefen von bis zu 2,54 mm je nach Wellendurchmesser. Eine noch längere Lebensdauer versprechen spezielle, tiefengehärtete (englisch Deep Case) DC-Ausführungen mit einer Einhärtetiefe von bis zu 6,35 mm.
Geradheit
Geradheit ist vermutlich der wichtigste Parameter für die Positioniergenauigkeit eines Ball-Bushing®-Linearkugellagers – je gerader die Welle, desto höher die Präzision. Eine mangelnde Geradheit kann zu Blockieren, übermäßiger Geräuschentwicklung, vorzeitigem Verschleiß bis zum Versagen des Lagers führen.
Hochwertige Linearwellen weisen eine Geradheit von bis zu 0,0254 mm auf 300 mm kumulativ auf (0,0508 mm TIR). Für kritische Präzisionsanwendungen mit speziellen Anforderungen an die Geradheit sind zudem Ausführungen mit 0,0127 mm pro 300 mm kumulativ erhältlich (0,0254 mm TIR).
Um die ordnungsgemäße Geradheit zu überprüfen, platzieren Sie die Welle auf zwei oder mehreren Prismen wie in Abbildung 2 dargestellt. Drehen Sie die Welle um 360° und erfassen Sie dabei mittels Messuhr die Minimal- und Maximalwerte entlang der gesamten Welle. Die Differenz zwischen den Minimal- und Maximalwerten ergibt die sogenannte Gesamt-Rundlaufabweichung (Total Indicator Runout oder TIR).
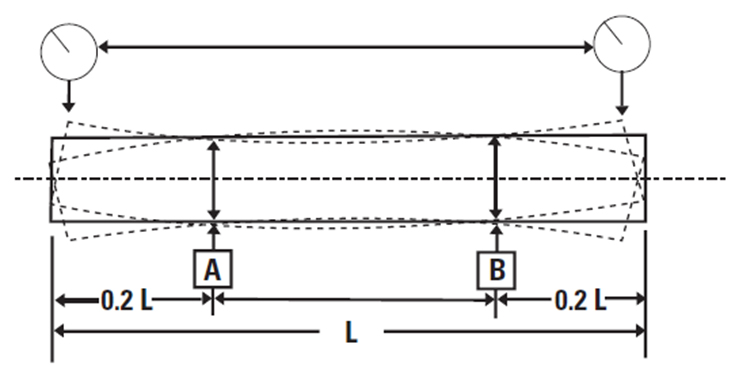
Abbildung 2: Die Geradheit einer Welle wird als Differenz zwischen den Minimal- und Maximalwerte entlang der gesamten Länge einer drehenden Welle berechnet.
Oberflächengüte
Die Oberflächengüte oder Mittenrauheit (engl. Roughness Average, RA) gibt an, wie glatt oder rau die Oberfläche einer Welle ist. Sie entspricht dem Mittelwert der mikroskopischen Spitzen und Täler der Oberfläche entlang der Welle. Die Feinstbearbeitung (Superfinishing) gleicht die Spitzen auf der Wellenoberfläche aus, sodass eine Reihe von Plateaus wie in Abbildung 3 entsteht, was den prozentualen Anteil der für das Kugellager nutzbaren Wellenfläche erhöht. Diese Vergrößerung der Wellenoberfläche, d.h. der Innenlaufbahn des Linearkugellagers, sorgt für eine gleichmäßigere Lastverteilung und verlängert somit die Lebensdauer aller Komponenten. Die Oberflächengüte ist daher ein zentraler Faktor für die Laufleistung, Tragzahl, Laufruhe und den Reibungswiderstand eines Linearkugellagers – je glatter die Fläche, desto länger die Lebensdauer.
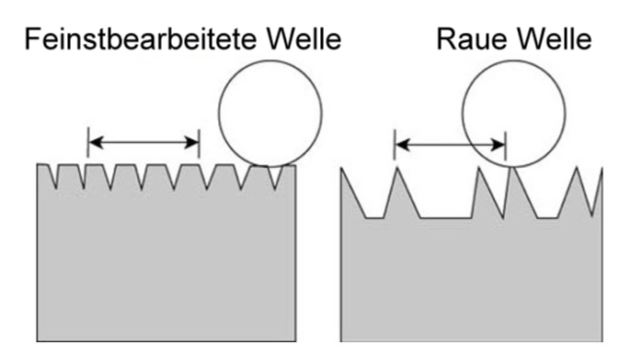
Abbildung 3: Die feinstbearbeitete Welle links resultiert in einer höheren Laufruhe, indem der prozentuale Flächenanteil, auf dem die Kugeln des Linearlagers laufen, erhöht wird.
Rundheit
Mit der Rundheit wird ausgedrückt, wie genau der Wellenquerschnitt einem mathematisch perfekten Kreis entspricht. Je runder eine Welle ist, desto gleichmäßiger wird das Lager belastet und desto höher ist die Laufleistung des Lagers. Abweichungen in den Radien der Welle können schnelle Lastwechsel bewirken, während das Lager über die Welle läuft. Schon Rundheitsabweichungen von gerade einmal 0,00254 mm verursachen eine Vorspannung auf einigen der Kugelbahnen, was einen ungleichmäßigen Verschleiß, ein vorzeitiges Versagen und eine Verkürzung der Lagerlebensdauer um bis zu 50 % nach sich zieht.
Hochpräzise Anwendungen erfordern eine Rundheitstoleranz von 0,002032 mm, die Hersteller durch sogenanntes spitzenloses Rundschleifen oder „Centerless-Schleifen“ erreichen, wie in Abbildung 4 illustriert.
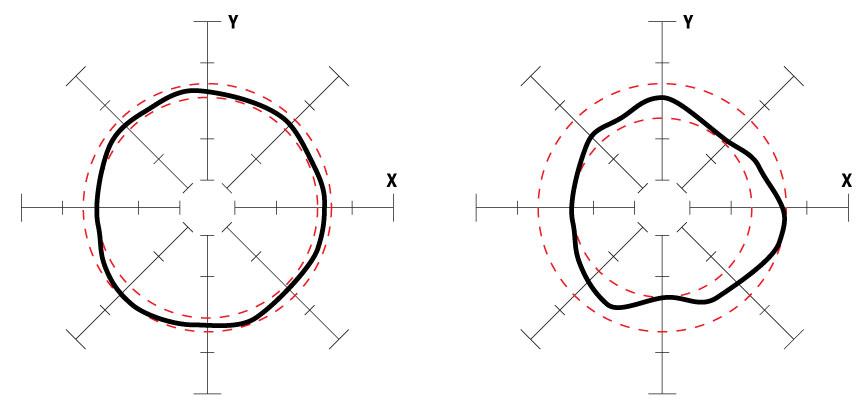
Abbildung 4: Diese beiden Diagramme zeigen die unterschiedlichen Rundheitstoleranzen einer Welle. Links erzeugt ein spezielles, spitzenloses Rundschleifverfahren Wellen mit einer Rundheitstoleranz von 0,002032 mm für eine gleichmäßig verteilte Lagerbekastung und damit eine maximierte Lagerlebensdauer. Auch hier gilt: Je runder desto langlebiger das Lager.
Zylindrizität
Die Zylindrizität gibt das Maß der Übereinstimmung der Wellen-Außenfläche (bzw. Lauffläche des Linearkugellagers) mit einem idealen Zylinder an. Eine hohe Zylindrizität gewährleistet eine einheitliche Rundheit und Geradheit über die gesamte Wellenlänge hinweg und nicht nur an einem bestimmten Punkt. Auch dieser Parameter gewährleistet eine gleichmäßig verteilte Lagerbelastung zugunsten einer maximierten Tragzahl und Laufleistung des gesamten linearen Führungssystems. Hohe Zylindrizität bedeutet höhere Präzision, höhere Tragzahl und längere Lebensdauer.
Konizität ist eine zylindrische Messgröße der Durchmesser-Änderung an einer beliebigen Stelle entlang der Welle. Dadurch wird das Lager Stößen und Vorspannungen ausgesetzt, was die Lagerkugeln ungleich stark belastet. Wechselnd starke Vorspannung führt zu vorzeitigem Verschleiß und reduziert folglich die Laufleistung des Gesamtlagers im erheblichen Maße. Für Linearanwendungen empfehlen sich Wellen, deren maximale Konizität der Hälfte der Durchmessertoleranz über die Länge der Welle entspricht. Dies sichert eine gleichmäßig verteilte Belastung der Lagerkugeln und eine maximale Lagerlebensdauer.
Auf den Werkstoff kommt es an
Die gängigsten Werkstoffe für Wellen sind Kohlenstoffstahl, 52100 Kohlenstoff-Rohrstahl, 440C Edelstahl, Edelstahl der 300er-Serie und Aluminium. Jeder Werkstoff hat seine speziellen Eigenschaften und muss entsprechend der jeweiligen Anwendung gewählt werden.
Kohlenstoffstahl
Kohlenstoffstahl (Abbildung 5) ist der am häufigsten für Linearanwendungen genutzte Wellenwerkstoff und repräsentiert mehr als 85 % aller verkauften Wellen. Er ist die kostengünstigste Wahl und ergibt, bei entsprechender Verarbeitung, die größte und tiefste Einsatzhärte sowie eine hohe Streck- und Zugfestigkeit. Seine üblichen Einsatzfelder sind allgemeine Industrieanwendungen wie die Fertigungsautomatisierung, Holzbearbeitung, Verpackung, Halbleiterfertigung und der Materialfluss. Es ist äußerst vielseitig und bietet zahlreiche Möglichkeiten der Beschichtung für zusätzliche Korrosions- und Verschleißfestigkeit.
Abbildung 5: Wellen aus Kohlenstoffstahl kommen am häufigsten für Linearanwendungen zum Einsatz. (Abbildung mit freundlicher Genehmigung von Thomson Industries, Inc.)
Die gängigsten erhältlichen Güten für Kohlenstoffstahl sind C50, C55, C60 und 66Mn4. In Europa werden die meisten Wellen aus C53-Kohlenstoffstahl hergestellt. Wichtigstes Unterscheidungsmerkmal ist der Kohlenstoffanteil, der die maximal erreichbare Härte mit diesem Werkstoff bestimmt.
Weitere übliche Legierungselemente in Kohlenstoffstahl sind Schwefel, Phosphor und Mangan. Um eine Brüchigkeit und Neigung zur Rissbildung zu vermeiden, sollten die Anteile von Schwefel und Phosphor möglichst gering gehalten werden. Ein erhöhter Mangananteil verbessert die Härtbarkeit und Zugfestigkeit des Stahls, jedoch in geringerem Maße als Kohlenstoff. Während der Wärmebehandlung stabilisiert Mangan den Abschreckungsprozess durch Herabsetzen der Abkühlgeschwindigkeit, sodass sich die Geschwindigkeit der Fehlerbildung reduziert. Dies bestimmt, wie gleichmäßig und einheitlich die jeweilige Mikrostruktur in Bezug auf die Einsatzhärte und Einsatztiefe reagiert.
Für eine maximale Leistung empfiehlt sich bei den meisten Linearanwendungen mit Linearkugellagern ein Kohlenstoffstahl mit einem Kohlenstoffanteil über 0,6 % und einem Mangananteil über 0,05 %. Dies erlaubt die höchsten und einheitlichsten Rockwell-Härtewerte und Einhärttiefen.
Kohlenstoffstahl ist korrosionsanfällig und muss geschmiert werden, um der Bildung von Rost oder Oxidation vorzubeugen. Aus diesem Grund wird normaler Kohlenstoffstahl in korrosiven Umgebungen üblicherweise nicht verwendet. Bei erforderlicher Korrosionsbeständigkeit empfiehlt sich eine optionale Beschichtung, beispielsweise mit Chrom.
440C Edelstahl – DIN EN X110Cr17
Edelstahl der Sorte 440C ist ein beliebter Werkstoff für die industrielle Automatisierung, da er ein gewisses Maß an Korrosionsbeständigkeit bietet und gleichzeitig für die Verwendung mit Linearkugellagern gehärtet werden kann. Wie Abbildung 1 zeigt, würde der typische 440C-Härtebereich von 50 bis 55 HRC die Lebensdauer der Welle im Vergleich zu Kohlenstoffstahl um 20 bis 50 % reduzieren. Ist Korrosionsbeständigkeit gefordert, bietet eine Welle aus verchromtem Kohlenstoffstahl somit eine längere Lebensdauer.
Edelstahl der 300er-Serie – DIN EN X8CrNiS18-9
Konstrukteure, die nicht-magnetischen Werkstoffe benötigen, wählen häufig die 300er-Serie, die sich jedoch mangels jeglicher Härtbarkeit im Zusammenhang mit Linearkugellagern nicht eignet. Edelstahl 303 hat zwar einen hohen Schwefelanteil, der eine gute Bearbeitbarkeit bedeutet, aber die Korrosionsfestigkeit und Stabilität einschränkt. Es gibt eine 304er-Güte, die eine herausragende Korrosionsfestigkeit gegen chemische und atmosphärische Einflüsse aufweist, jedoch weniger bearbeitbar ist als die Güten 303 und 316. 316 verfügt sogar über eine noch geringere Bearbeitbarkeit als 303 und 304, bietet aber andererseits eine höhere Korrosionsfestigkeit als beide.
52100er Kohlenstoff-Rohrstahl – DIN EN 100Cr6
Entwickler von Antriebssystemen entscheiden sich häufig für 52100er Kohlenstoff-Rohrstahl, sei es, um eine leichtere Welle zu erhalten, oder um Flüssigkeiten, Leitungen usw. durch die Welle zu führen (Abbildung 6). Die Rohrform reduziert das Gewicht um 29 bis 56 %. Hierbei handelt es sich um Lager-Chromstahl mit einem Kohlenstoffgehalt, der eine gute Härtbarkeit im Bereich von 58 bis 62 HRC bietet.
Abbildung 6: Ein geringeres Gewicht sowie die Möglichkeit, Flüssigkeiten, Leitungen oder Sonstiges durch die Welle zu führen, macht Kohlenstoff-Rohrstahl zur beliebten Option.
Aluminium
Aluminiumwellen werden in der Regel entweder mit einer keramischen oder einer harteloxierten Beschichtung angeboten. Die nominelle Schichthärte gilt jedoch nur an der Oberfläche. Die Welle unter der Beschichtung ist weich und würde sich bei der hohen Punktbelastung eines Linearkugellagers verformen, sodass sie hier nicht geeignet ist. Der Vorteil liegt jedoch in einer erheblichen Gewichtsreduzierung im Vergleich zu anderen Wellenwerkstoffen bei gleichzeitig guter Korrosionsbeständigkeit.
Um Schäden an der Welle zu verhindern und dennoch eine lineare Bewegung zu ermöglichen, werden bei „weichen“ Wellen einfache Gleitlager ohne enthaltene Lagerkugeln verwendet.
Verlängerte Lebensdauer durch Beschichten
Die beiden gebräuchlichsten Beschichtungsoptionen gegen Verschleiß und Korrosion sind Hartchrom und Armoloy. Da beide in einer Dicke nahe 0,00254 mm angeboten werden, wird der Toleranzbereich der Welle durch die Beschichtung nicht beeinträchtigt. Beide Beschichtungen bewirken erhöhte Härtegrade und eine lange Lebensdauer, wobei Armoloy mit 78 HRC einen höheren Härtegrad erreicht als Hartchrom mit 65 bis 72 HRC. Der entscheidende Vorteil von Armoloy ist eine absolute Haftung auf dem Grundmetall, die einem Absplittern, Aufbrechen, Abplatzen oder Abblättern entgegenwirkt.
Fragen der Montage
Um ein Durchbiegen der Welle zu verhindern, können sowohl durchgehende Stützschienen als auch einzelne Wellenböcke verwendet werden. Stützschienen sind die ideale Lösung für besonders lange Systeme mit mehreren auf Stoß montierten Wellen, die praktisch unbegrenzte Hublängen ermöglichen.
Stützschienen sind je nach Bedarf in T-Form oder besonders flachbauend erhältlich. Zumeist werden Standard-Aluminiumschienen verwendet (Abbildung 7). Die Welle wird mit von unten durch die Schiene geführten Schrauben gehalten, während die Stützschiene selbst von oben auf der Anschlusskonstruktion verschraubt wird.

Abbildung 7: T-förmige Standard-Stützschiene aus Aluminium./em>
Die flachbauenden Stützschienen werden häufig aus einer auf Steifigkeit ausgelegten Stahllegierung gefertigt und eignen sich dank ihrer um 40 % reduzierten Höhe für kompaktere Systeme. Für eine flexible Montage können die flachen Schienen von oben oder von unten verschraubt werden.
Standard-Wellenstützböcke
Wenn die Oberflächenbeschaffenheit oder die Spannweiten keine durchgehende Unterstützung zulassen, kann die Rundwelle mit zwei oder mehreren Stützböcken montiert werden. Stützböcke können Spannweiten überbrücken, die das 4- bis 12-Fache des Wellendurchmessers betragen; bei derart großen Längen besteht jedoch die Gefahr der Durchbiegung. Anders als Profilschienen, verzeihen Rundwellen in Kombination mit den geeigneten Linearlagern bis zu einem gewissen Grad Durchbiegungen und Fluchtungsfehler. Mit selbstausrichtenden Lagern, die Fluchtungsfehler von bis zu ±1/2 Grad kompensieren, ist eine störungsfreie Bewegung gewährleistet, während Standard-Lagerausführungen blockieren würden. Stützböcke sind für die Abstützung der Welle an mehreren Punkten oder nur an den Enden erhältlich und könne auch mittels Flansch senkrecht zur Welle montiert werden (Abbildung 8).

Abbildung 8: Stützböcke werden an beiden Enden und/oder in Abständen angeklemmt, um die Welle zu fixieren.
Grundlagen der Konfiguration
Nicht zuletzt wirkt sich die Abstimmung von Welle und Lager ebenfalls auf die Genauigkeit, und Langlebigkeit des Systems aus. Hierzu zählt das Verhältnis zwischen Hublänge und Lagerlänge, die Anzahl der verwendeten Wellen, die Anzahl der Lager pro Welle sowie das Abstandsverhältnis zwischen den Parallelwellen und den Lagern.
Besonders bei kurzhubigen Anwendungen zu beachten
Bei den meisten Anwendungen unterliegt die Welle einer geringeren Belastung als die Lagerplatte in der Kugelbuchse, da sich die Bewegung über eine größerer Strecke verteilt, sodass die Standzeit der Welle derjenigen des Lagers überlegen ist. Ist der Hubweg jedoch kürzer als die doppelte Lagerlänge, dreht sich die Situation um. Schnellere Belastungsspiele wirken sich eher auf die Welle als auf die Lagerplatte aus und begrenzen deren Lebensdauer.
Wenngleich die Parameter für den Hubweg durch die Anwendung bestimmt werden, sollte der Planer für die dynamische Nenntragzahl einen Lebenszyklus-Korrekturfaktor für kurzhubige Anwendungen einberechnen.
Wie in Abbildung 9 illustriert, muss die Tragfähigkeit bei einem Hubweg von weniger als dem 1,5-Fachen der Lagerlänge um bis zu 42 % reduziert werden. Beispielsweise müsste bei einem 2 Zoll langen Lager, das mit einem 1-Zoll-Hub arbeitet, dessen Tragzahl mit 0,6 multipliziert werden (60 %).
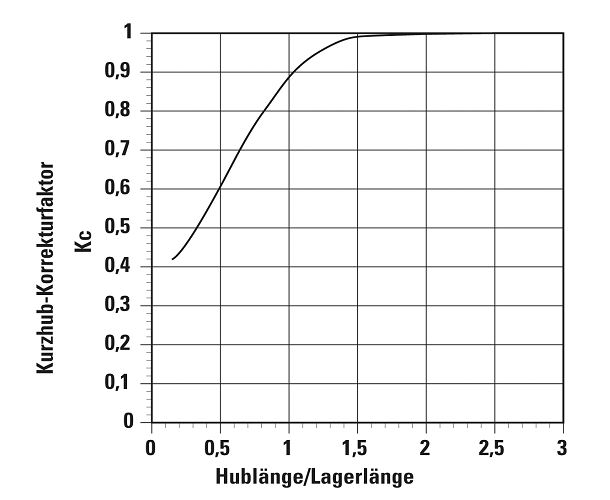
Abbildung 9: Wenn der Hubweg kürzer als die zweifache Länge des Lagers ist, muss die dynamische Tragzahl entsprechend korrigiert werden.
Zwei Wellen sind besser als eine
Da ein Linearkugellager keine Momentlasten aufnehmen kann, sind bei diesen Lasten immer zwei Wellen erforderlich. Dies erschwert jedoch die Montage, da die Parallelität zwischen den beiden Wellen über die gesamte Länge des Systems innerhalb von 0,0254 mm liegen muss.
Zwei Lager pro Welle
Genauso sinnvoll ist es, die Last gleichmäßig auf zwei Lager pro Welle zu verteilen. Auf diese Weise kann zudem von der 0,5°-Selbstausrichtung profitiert werden, die einige Kugelbuchsen bieten. Der Einbau von mehr als zwei Lagern pro Welle wäre jedoch nicht ratsam, da in diesem Fall eine gleichmäßige Lastverteilung und korrekte Ausrichtung schwierig umzusetzen wäre.
Ideales Abstandsverhältnis zwischen Lagern und Wellen
Das maximale Abstandsverhältnis zwischen den parallelen Wellen und den zugehörigen Lagern sollte 3:1 betragen. Wie in Abbildung 10 zu sehen, sollte der Abstand der Lager auf der Welle dem Drittel des Abstands zwischen den parallelen Wellen entsprechen.
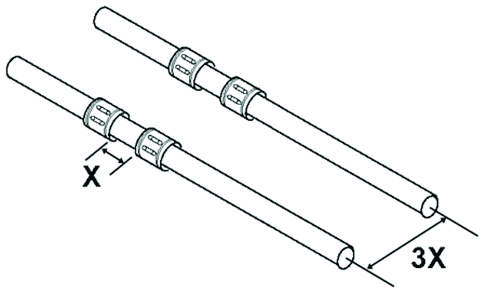
Abbildung 10: Der Abstand der Lager sollte dem Drittel des Wellenabstands entsprechen.
Gut zu wissen
Eine fundierte Kenntnis der Faktoren, die sich auf die Präzision und Langlebigkeit auswirken, hilft bei der Auswahl der optimalen Wellen für die jeweiligen Anwendungen. Genauso hilft das Wissen über die Merkmale der Produktionsverfahren, Werkstoffe und Konfigurationsmöglichkeiten, die Vorteile und Grenzen der verfügbaren Optionen einzuordnen. Immer mehr Anbieter von Antriebslösungen stellen Auslegungs- und Auswahlwerkzeuge zur Verfügung, die bestimmte Vorgaben abfragen und direkt anschließend Empfehlungen für die passenden Produkte bereitstellen.
Konstrukteure, die das Thomson Linear Motioneering®-Tool zur Dimensionierung und Auswahl von Rundwellen verwenden, geben beispielsweise anwendungstechnische Vorgaben wie Ausrichtung, Positionierungsprofile, Lasten und Abmessungen sowie Umgebungsbedingungen ein, können sofort CAD-Modelle herunterladen und erhalten weitere Informationen zu den Linearprodukten.
Darüber hinaus bietet Thomson ein Online-Tool, das ein vereinfachtes, auf Anwendungsparametern basierendes Auswahlverfahren verwendet, um die Suche nach der passenden Welle schnell einzugrenzen. Die Anwender erhalten eine Liste empfohlener Wellen, den Zugriff auf 3D-Modelle, sehen die Preise sowie Lieferzeiten und können sofort ihre optimale Welle bestellen.
Informationen zu den Thomson Linearwellenauswahl finden Sie unter https://www.thomsonlinear.com/de/produkte/wellen#overview. Den Linearwellen-Produktfinder finden Sie unter https://www.thomsonlinear.com/de/produkte/wellen#produkte