Thomson Linear Motion Optmized


Kılavuz Vidalar - Somun - Basınç Hızı
Tasarım ve Teori
Basınç Hızı (PV) sınırı, polimer somun kullanan kılavuz vida tertibatlarının doğru boyutlandırılması ve seçiminde anahtar bir tasarım parametresidir. Çoğu mühendislik polimeri bir PV değeri listeler, kılavuz vida tasarımlarının polimer somun kullandığını göz önünde bulundurursak, PV genel olarak göz ardı edilmiştir. Şaşırtıcı bir şekilde, çoğu tasarımcı sistemlerini boyutlandırırken sadece somun yükü oranına bakar ve hızın etkisini yok sayar. PV sınırını aşmak, somunun oluşan ısı nedeniyle deforme olmasına yol açar ve hızlı ve ani arızaya neden olur. Bu tip bir arıza, PV sınırlarında tasarım yaparak önlenebilir.
PV faktörü, somun ve vida arasındaki basınç ve hız ürününü kullanarak bir kılavuz somun ve vida tertibatı için performans kısıtlamalarını değerlendirmek üzere kullanılabilir. Hız, somun ve vidanın eşleşen yüzeyleri arasındaki kayma hızını temsil eder.

Basınç, somun-vida yükü yatak yüzey alanının alanına bölünen uygulanan eksensel yükü tanımlar. Basıncı yukarıdaki formülün yerine koyarak eksensel yükü hesaplamak şu şekilde sonuçlanır:

Bu formül, PV eğrisini istenilen hız aralığında çizmek için kullanılabilir. Hızın paydalara bölünmesiyle, daha yüksek hızlar somunun kabul edebileceği daha az miktarlardaki güç ile sonuçlanır. Ayrıca tersi de doğrudur, daha fazla güç uygulandıkça somunun PV sınırının aşılmasını önlemek için daha düşük hızlar gereklidir. Arıza meydana gelmesini önlemek için, vida tertibatlarının yük ve hız kombinasyonu somunun malzemesi için PV sınırının altında tutulmalıdır.
Aşağıda, farklı malzemeden imal edilmiş 2 aynı somun için PV çizimi örneği bulunmaktadır.
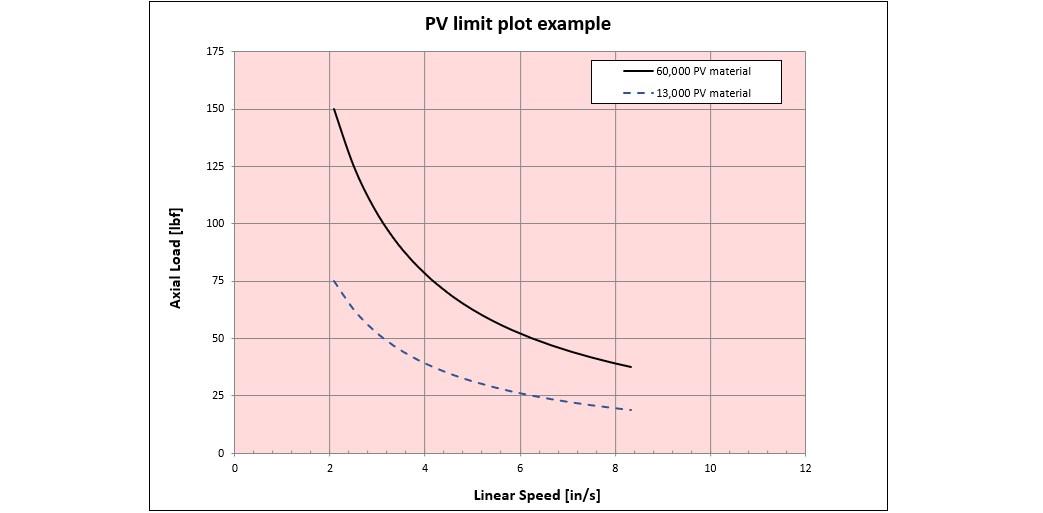
PV sınırı grafiği
Not: Grafikteki hız, somunun sarmal eğrisinin geometrisi kullanılarak somun-vida arayüzünün yüzey hızından somunun lineer hızına ayarlanmıştır.
PV sınırı grafiği
Not: Grafikteki hız, somunun sarmal eğrisinin geometrisi kullanılarak somun-vida arayüzünün yüzey hızından somunun lineer hızına ayarlanmıştır.
Sıcaklık ve görev döngüsü
PV sınırı, somun ısı nedeniyle deforme olmaya başladığında oluşur, ayrıca uygulamadaki sıcaklık ve görev döngüsünün de bunun üzerinde etkisi olur. Ne yazık ki, sıcaklık ve görev döngüsü etkisinin basit bir formül ile ön görülmesi zordur. Görev döngüsünün %50'nin üstünde olduğu veya sıcaklık ortam sıcaklığının üstünde olduğu uygulamalarda, performans sınırlarını bulmak için tertibat üzerinde test uygulamak en iyi yöntemdir.
Belirli bir somun okuması için PV sınırı ile ilgili hesaplamaların ayrıntıları için. Ayrıca, bir sonraki Konuya da ilerleyebilirsiniz.
Belirli bir somun için PV sınırı hesaplama
Somun malzemesinin PV değerine göre bir somunun kabul edilebilir yükünü hesaplamak için, eşleşme ve yüzey hızının izdüşüm alanını hesaplamamız gerekir. Aşağıda ikisine de göz atacağız.
Eşleşme alanı
Belirli bir somun için PV eğrisini hesaplamak adına, somun ve vida dişleri arasındaki eşleşmenin izdüşüm alanı hesaplanmalıdır. Bu, somun içerisindeki sarmal eğrisinin uzunluğunu hesaplayarak ve sarmal eğrisini başlangıç sayısı ile çarparak yapılır. Ardından somun ve vida arasındaki eşleşmenin derinliği ile çarpın.

Sarmal eğrisi uzunluğu, teorik olarak diş eşleşmesinin meydana geldiği yerdeki hatve çapında diş etrafında dolaşan hayali bir çizgidir. Sarmal eğrisinin tek dönüşü, bu formül kullanılarak hesaplanabilir:

veya özellikle kılavuz vidalar için

Sarmal eğrisinin uzunluğu gereklidir. Bir dişin sarmal eğrisi uzunluğu, somundaki dönüş sayısı ile çarpılan bir devirdeki sarmal eğrisi uzunluğuna eşittir.

Dönüş sayısı, somunun dişli kısmının uzunluğunu somunun uç uzunluğuna bölerek hesaplanabilir.

Sarmal eğrisi uzunluğu ve dönüş sayısını alan formülünün yerine koyarak şunları elde ettik:

Komplikasyonlar
Uygulamada bir komplikasyon faktörü ortaya çıkar. Yük uygulandığı zaman, somun dişleri saparak somun-vida temas alanını küçültür.
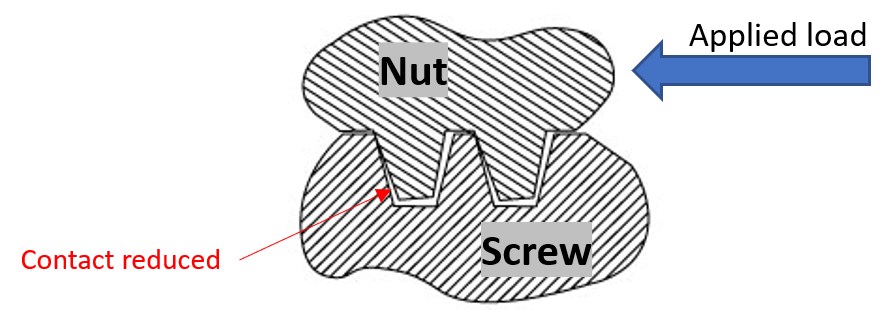
Yük altında sapma yapan somun
Yük altında sapma yapan somun
Diş temasındaki azalma, eşleşme alanını küçültür. Pratikte, alandaki bu küçülmenin tam olarak ne kadar olacağını hesaplamak zordur. Ne yazık ki, yük arttıkça alan küçülür. Bu da PV ile ilişkili arıza yaşanması eğilimini artırır. Bu, performans kısıtlamalarına bağlı kalma gereksiniminin önemini vurgular.
Bu sorunu ele almak için, izdüşüm alanı hesaplamasına bir düzeltme faktörü (Cf) eklenir. Bu faktör, yükleme hafif yükten tam yük kapasitesine arttıkça normalde yaklaşık ,75 ila ,25 arasında değişir.
Yüzey hızı
Yüzey hızı aşağıdaki formül kullanılarak hesaplanabilir (İnç cinsinden bir devirdeki sarmal eğrisi uzunluğu.)

Bir devirdeki sarmal eğrisi uzunluğu yerine koyulduğunda şuna dönüşür:

