

Co-written by Jeff Johnson, Global Product Line Manager, Screws and
Randy Hamper, Sr. Design Engineer, Thomson Industries, Inc.
With reference to original author – Kelvin Kellond
Wood Dale, IL 540-633-3549
www.thomsonlinear.com thomson@thomsonlinear.com
Ball screw lubricant can be as important to the ultimate performance and life of the assembly as operating load, speed, accuracy, environment, and power requirements. Lubricant reduces the already low friction by minimizing the contact between the balls and the grooves. This adds torque and increases efficiency, while extending life of the screw by a factor of 10. Proper selection and application of lubricants also impacts contamination, a leading cause of premature ball screw assembly failure. One of the first choices the design engineer must make is whether to use oil or grease.
Oil or grease
The right choice of oil or grease for ball screw assemblies reduces unscheduled downtime for repair by ensuring that the assemblies deliver their expected service life. Oil is applied through pump and metering systems, while grease is applied through fittings on either the ball nut or an attachment flange. The main differences are in the control of flow, contamination risk, and cost.
With oil, it is easier to direct flow directly to the point of need and it will also clean out moisture and other contaminants as it runs through the ball nut and provide cooling. On the downside, oil requires an investment in pump and metering technology and excess oil can introduce contaminants into the process, for example, by mixing with the cutting fluid in a machining application.
Grease can be applied directly to the screw threads near the root of the ball track or pumped directly into the ball nut if lube holes are provided. Grease fittings contain internal lubrication and repel external contamination. They are also less expensive and more contamination-free than oil pumping and metering systems. But grease is hard to keep inside the ball nut and has a tendency to build up at the ends of ball nut travel, where chips and abrasive particles can accumulate. Excess grease must be removed leaving only a thin film of lubrication on the screw shaft at all times. Wipers may be needed to contain the lubricant within the body of the ball nut, but it is still necessary to replenish it regularly, at least every 600-800 hours for most applications. Incompatibility of old grease with re-lubrication grease can be another problem.
Both oil and grease fittings can be equipped with filtration systems where precise motion and smooth, quiet operation are needed. Additional filtration of grease and oil results in lubricants with unsurpassed cleanliness. Filtration also improves the homogeneity of the thickening agent and removes virtually all particulate matter.
Since a lubrication method is designed at the manufacturer, it is important to understand the tradeoffs prior to specifying a vendor product. Deeper understanding of specification guidelines for each type of lubrication will help with that decision.
Selecting the right oil
Viscosity and application rate are the key variables in selecting oil lubricants and these vary with temperature, load, and speed. The selection of the oil lubrication will directly influence the temperature rise of the ball screw and the life of the assembly. Using oil that is too viscous or excessive for the assembly will raise the temperature. If viscosity or the amount of oil is too low, parts may not be coated adequately and friction and wear may result. The following guidelines apply to the most common temperature, load, or speed conditions.To determine the appropriate viscosity at 40 °C, for example, we would consider the mean speed of the ball screw, its diameter, and the temperature at which the ball nut is likely to stabilize. Figure 1 shows how different grades of oil vary in viscosity across different temperatures. Viscosity is expressed in centistokes (1 cSt = 1mm²/sec) and the grades are designated according to their viscosity at a given temperature, so the VG32 curve on the chart shows us how oil with a 32 centistoke viscosity at 40 °C would heat up as the speed increases.
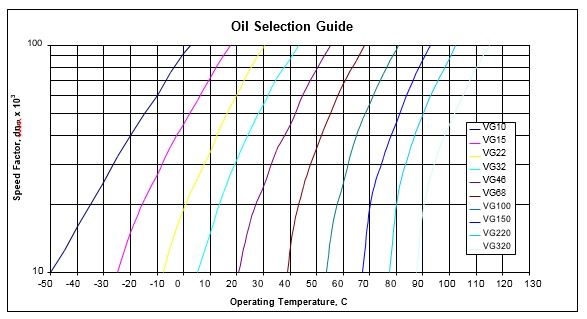
Figure 1 - Oil selection guide for a recirculating ball screw. Individual curves are of nominal viscosities, VG, cSt at 40 °C. The dnm factor is the product of ball screw diameter in mm and screw mean rotary speed in rpm.
To determine the nominal viscosity of the oil for an application, one must first establish the mean speed of rotation of the ball screw and, from that, the dnm factor. It is also necessary to factor in the temperature at which the ball nut is likely to stabilize.
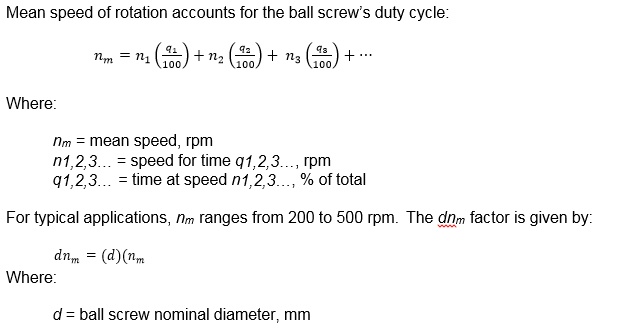
Typical values of dnm are in the range of 5,000 to 25,000. Values of dn up to 160,000, where n is the maximum speed of rotation, are becoming more common and in such cases the lower viscosity should be used in the oil selection guide indicates a grade midway between two adjacent viscosity curves, such as VG32 and VG46.
Ball nut operating temperature should be about 20 °C, but this is seldom the case in real operation. Usually, a ball nut stabilizes a few degrees above screw shaft operating temperature. If you can’t measure nut temperature, assume it to be 30 °C for your initial selection of oil viscosity.
Required oil flow rate is a function of:
- Number of ball circuits
- Ball screw orientation
- Operating environment
- Load
- Speed
- Judgments based on knowledge of the application
The oil flow rate guide of Figure 2 helps determine oil application requirements. It shows a range of flow rates in mL/hr for various values of the product of ball screw nominal diameter (mm) and number of ball nut circuits. For example, for a ball nut with 6 circuits and 25 mm nominal diameter, the product, 150 mm, shows a flow rate ranging from a minimum (Qmin) to 13 mL/hr to a maximum (Qmax) of 26 mL/hr.
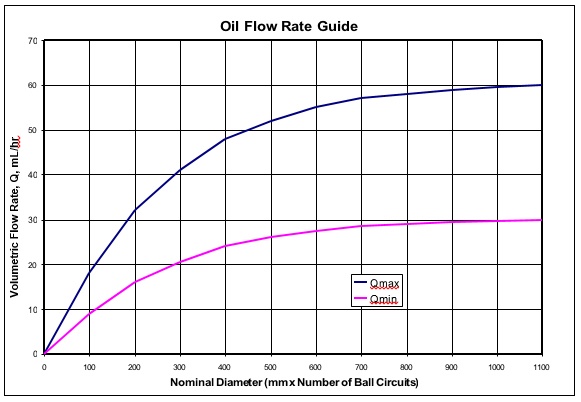
Figure 2 - Oil flow rate guide. Required volume flow rate (Qrequired) for a given application is typically the minimum rate called for (Qmin) adjusted for operating conditions. The flow rate is automatically adjusted for the number of circuits in the ball nut.
The rate you should select within this range depends on operating conditions:
- If the ball screw is horizontal, add nothing to Qmin to account for orientation; if vertical, add 25%
- If the application is clean and dry add nothing to Qmin to account for environment; if not, add 25%
- If the screw is not subject to high loads or speeds, add nothing to Qmin to account for severe running conditions; if it is, add 50%
For example, the 25 mm diameter ball screw with 6 circuit ball nut is used in a vertical application (add 25% to the minimum of 13 ml/hr); it is clean and dry (add 0%); and it is heavily loaded (add another 50%).
![]()
Because it is best to supply a small amount of oil at regular intervals and you anticipate heavy loads in this example, apply oil about every minute;
![]()
Without the heavy load, application every 5 min would be adequate.
You can use slightly thinner oil than indicated without difficulty. However, if the application calls for, say, a VG46 oil, but a VG10 is all that can be used, you would have to revise the oil delivery system by replacing spot delivery with continuous flow of the lighter oil.
Selecting the Right Grease
Grease selection is a bit more complex than oil specification. Greases consist of mineral or synthetic oil, additives, and a thickening agent such as lithium, bentonite, aluminum, and barium complexes. Some of the factors to consider are synthetic versus mineral-based, additives, and environmental conditions. Note that speed is not a criterion for selection since, unlike oil, grease can handle dn (bearing bore, mm x rpm) values as high as 1,000,000, which is about 10 times higher than dn values typically found in ball screw applications.
- Synthetic vs mineral based. Synthetic greases offer many performance advantages over mineral-based lubricants. They function over wider temperature ranges, offer greater stability and retain the viscosity needed for adequate film thickness through a specified range of operating temperatures, speeds, and loads.
- Additives. Special additives can improve the ability to resist contaminants and reduce wear in the presence of load and vibration. Other additives also reduce friction, decrease noise, and increase load capacity. Avoid greases with graphite or molybdenum disulfide, though, because they reduce friction so much that it promotes ball skid and interferes with the rolling process of the ball bearings.
- Specialty products. Specialty greases are also available including vacuum and food grade, as well as special formulations for clean rooms or extreme temperatures. Match the grease selection to the application environment and then select based on performance requirements.
To help engineers sort through the options, the National Lubricating Grease Institute (NLGI) has identified nine grades based on consistency. While not sufficient in and of itself to specify which type is right for a particular application, it does provide a useful qualitative measure. Figure 3 shows the nine NLGI grades, defined by a range of worked penetration test results.
|
NLGI Grade |
Worked penetration after 60 Strokes at 25 °C (0.1 mm) |
Appearance |
Consistency food analog |
|
000 |
445-475 |
fluid |
cooking oil |
|
00 |
400-430 |
fluid |
applesauce |
|
0 |
355-385 |
very soft |
brown mustard |
|
1 |
310-340 |
soft |
tomato paste |
|
2 |
265-295 |
moderately soft |
peanut butter |
|
3 |
220-250 |
semi-fluid |
vegetable shortening |
|
4 |
175-205 |
semi-hard |
frozen yogurt |
|
5 |
130-160 |
hard |
smooth pate |
|
6 |
85-115 |
very hard |
cheddar cheese spread |
Figure 3 - NLGI Grade
As shown, the lower numbers are softer and flow better, at the lowest extreme having viscosity similar to cooking oil. Higher numbers are firmer, tend to stay in place, and are a good choice when leakage is a concern. At the highest range viscosity is comparable to the consistency of cheddar cheese.
NLGI Grades 000 to 1 would typically be used in application requiring low viscous friction. Grades 0, 1 and 2 are used in highly loaded gearing while grades 1 through 4 are often used in rolling contact bearings, with Grade 2 being the most commonly applied viscosity in that range.
Where figure 3 helps determine which viscosity to use, figure 4 recommends how much grease to use in the nut per circuit based on nominal ball screw diameter. A 25 mm
diameter ball screw with 6 circuits, for example, requires 0.4 cm3/circuit, or 2.4 cm3 total.
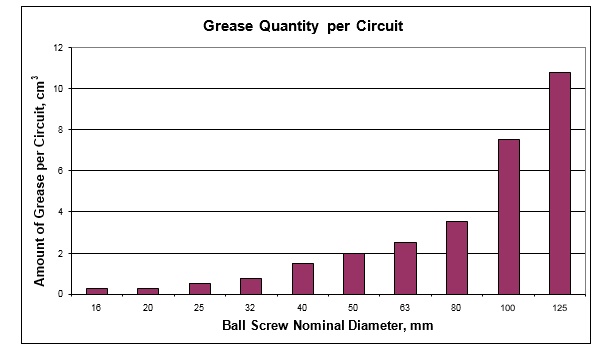
Figure 4 - Guide to grease quantity per circuit. To determine total volume required, you must multiply the volume determined from this figure by the number of circuits in the ball nut.
Based on the NGLI guidelines and information published by grease or ball screw manufacturers, figure 5 matches some of the leading grease brands to applications. While by no means a complete list, it should provide some useful guidance.
|
Light Duty Grease |
Temp (°C) |
Notes |
|
Nye Rheolube 362F |
-54 to 125 |
Low viscosity, lithium, synthetic, PTFE fortified |
|
Nye NyoGel 744 |
-40 to 125 |
PTFE fortified, synthetic, w/ tackifier |
|
Nye UniFlor 8512 |
-50 to 225 |
Chemically resistant, fluorinated, wide temp |
|
|
-40 to 149 |
General purpose Lithium grease |
|
Heavy Duty Grease |
Temp (°C)C) |
Notes |
|
Thomson TriGel-450R |
125 Max |
Thomson Linear Approved Ball Screw Grease |
|
Nye Rheolube 380 |
-50 to 130 |
EP fortified, lithium, synthetic and ester |
|
Nye Rheolube 363 |
-54 to 125 |
Multi-purpose synthetic |
|
Nye NyoGel 744F-MS |
-40 to 125 |
Synthetic, molybdenum disulfide fortified |
|
Nye UniFlor 8511R |
-50 to 225 |
Chemically resistant, rust inhibited, wide temp. |
|
Shell Albida EP |
150 Max |
Excellent mechanical stability |
|
Super Lube EP |
-40 to 250 |
PTFE fortified and thermally stable |
|
Mobil Mobilth SHC 220 |
-40 to 150 |
Synthetic base |
|
Timkin Synthetic |
-46 to 180 |
Multi-purpose lithium grease |
|
High Speed |
Temp (°C) |
Notes |
|
Nye Rheolube 733F, Ultra |
-54 to 125 |
EP & PTFE fortified, low temp & low noise |
|
Nye Instrument 732C |
-54 to 150 |
Ester based, wide temp |
|
Nye Rheolube 374C |
-40 to 150 |
Lithium, synthetic |
|
Kluber IsoFlex NBU15 |
-40 to 130 |
High-speed grease with a good pressure absorption capacity |
|
Shell Alvania RL |
130 Max |
Multi-purpose |
|
Mobil Mobilth SHC 100 |
-40 to 150 |
Synthetic base |
|
Timkin Ultra High Speed |
-40 to 149 |
Designed for > 2 million Speed Factor |
|
Timkin Ball Bearing |
-40 to 163 |
Contains no EP additives |
|
Vacuum Grade |
Temp (°C) |
Notes |
|
Thomson TriGel1200SC |
250 Max |
Light to moderate load |
|
Thomson TriGel 800RC |
125 Max |
Moderate load |
|
Nye NyeTorr 5200 |
-45 to 125 |
Ultrafiltered, PTFE thickened, low noise |
|
Nye NyeTorr 5300 |
-65 to 250 |
Ultrafiltered, chemically resistant, wide temp |
|
Dupont Krytox LVP |
-15 to 300 |
Wide temp, chemically inert |
|
Food Grade |
Temp (°C) |
Notes |
|
Dupont Krytox FG30 |
-40 to 150 |
Inert |
|
Dupont Krytox FG32 |
-60 to 260 |
High Temperature |
|
Super Lube H-1 |
-40 to 230 |
USDA registered for incidental food contact |
|
Timkin Food Safe |
-40 to 149 |
USDA compliant for incidental food contact |
Conclusion and summary
The decision to lubricate with oil or grease can have a critical impact on performance, durability and total cost of owning and operating a ball screw. Running without lubrication is not an option.
In some cases the overall choice is dictated by other key specifications, but wherever possible, designers of ball screw applications should consider lubricant options as a factor in decisions to specify one vendor product over another. And once the decision to go oil or grease is made, there are many additional options.
Oil lubricants tend to be easier to control, run cleaner and better able to flush contaminants out the process, but they can also require more costly pumping and meeting support, and have a tendency to introduce new contaminants in to the system. Once oil is chosen, the challenge is to select the proper oil viscosity for an application, which can be calculated from the temperature, load, and speed by applying a standard equation.
Grease tends to be less expensive, has higher heat resistance and, has a wider range of consistency which can help accomplish more effective lubrication goals. Grease is more contamination free, but also has a tendency to pick up additional contamination as excess oozes from the nut. And, as with oil, once the choice is made, the next decision point is selecting the right type of grease for the application. The NGLI provides some guidelines to map consistency to applications.
Because options may vary with the vendor, especially for specialty applications it is always a good idea to get complete specifications from them, and it also critical to note that proper maintenance is critical to performance.